一:脫管故障的發(fā)生原因和危害
脹管作業(yè)中最常見的一種故障就是脫管。脫管的意思是換熱器芯組的鋁管在脹管開始的一瞬間,從夾爪內脫出的這種故障狀況。由于長期使用發(fā)生磨損,夾爪的夾持效果會慢慢變差,最終會使得鋁管在推脹開始的瞬間被脹球頂出夾爪。若這種故障沒有被發(fā)現,脹頭就會推動脫開的鋁管從換熱器芯組后方脫離出去。由于鋁管脫出的時候往往已經脹粗了一小段,這段脹粗的管道在被推動的情況下,會將沿途的翅片孔全部擠壓變形,這樣一來一整套芯組就報廢了。脫管的芯組繼續(xù)推脹不但會使芯組整體報廢,還容易引發(fā)安全事故。驟然被推出的鋁管會對芯組末端負責穿插鋁管的工作人員造成人身威脅。由于故障的出現有很大的偶然性和突發(fā)性,工人往往反應不及,而推脹力非常巨大且速度較快,在沒有報警系統的情況下這甚至會危機工人的生命安全。
二:脫管故障的檢測難點
脫管最常見于脹管作業(yè)啟動的一瞬間,這時候鋁管大部分還處于自由狀態(tài)。被夾爪固定的鋁管與脹球接觸的瞬間,無論是夾爪一開始就沒夾住,還是鋁管被脹粗一小節(jié)后被脹球頂出夾爪,都屬于脫爪。此時大部分結構都在夾爪內,難以被觀測到,而夾爪內空間有限,因此脫管檢測裝置在目前的脹管機上非常少見,有很大的設計難度。國內目前的脹管機普遍沒有脫管檢測裝置,由于大部分脹管機是供給空調和冰箱行業(yè)生產使用,推脹的管道材料主要是紫銅。這種材料具有鋁材無法比擬的延展性和自潤滑性,因此生產時并沒有這么頻繁的脫管事故
三:脫管檢測結構設計
新型脹管設備采用的邏輯處理器是三菱公司的Q系列中型PLC,指令處理速度為200納秒,即使是5000步的程序,掃描周期也僅為1毫秒。因此它能夠非常迅速的處理突發(fā)事件。只要能夠取得脫管的信號,就能很好的通過PLC作出應對。脫管檢測主要在于信號的獲取。由于各排管道高度不同,而脫管時位移出現變化的就只有鋁管的位置,因此必須在夾爪內的鋁管上取得信號。經過反復的思考與查閱資料,最終設計出了如下的信號獲取結構。
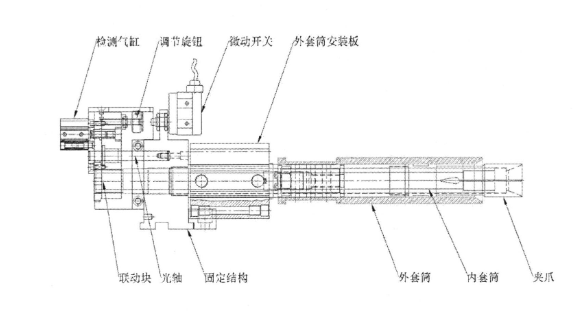
外套筒安裝在外套筒安裝板上,這是個活動機構,通過兩側的氣缸推動,可以使十個外套筒同步前進后退。夾爪與固定結構相連接,不移動。自由狀態(tài)時保持張口,通過特殊工藝處理的每個金屬爪帶有彈性,通過控制外套筒的進退可以使夾爪完成夾緊和放開兩個動作。內套筒則與聯動機構安裝在一起,由光軸做導向,通過控制檢測氣缸的動作,它與聯動機構同進退。而聯動機構的頂部安裝有一個可以調節(jié)長度的調節(jié)旋鈕。調節(jié)旋鈕與微動開關相對應。
脹管設備有十套夾爪,每套夾爪都有響應的聯動機構和微動開關。當換熱器芯組組裝完畢后,工人會將鋁管用平板靠平,使所有管口處于同一個面。這樣夾爪在伺服電機的推動下進行加緊時,每次夾住的鋁管長度是固定的。當夾緊鋁管后,檢測氣缸推動聯動機構,使內套筒直接抵在鋁管管口上。調節(jié)旋鈕可以在調試階段就進行調整,使得當內套筒與鋁管相抵時,旋鈕恰好與微動開關相接觸。這樣一來,一旦鋁管脫離夾爪,檢測氣缸會推動內套筒繼續(xù)前進,調節(jié)旋鈕就會觸動微動開關,向PLC發(fā)出信號。新型脹管設備中,微動開關選用的是歐姆龍D4MC一5000型限位開關,屬于面板安裝柱塞型。防護等級IP67,內部繼電器壽命超過50萬次,動作力為5.88牛頓,1.6毫米的移動量即可產生信號,應差距離小于0.2毫米。
因此,當鋁管產生最多2毫米的位移時,傳感器就能給出可靠的脫管信號。PLC會立即做出響應,對推脹電機發(fā)出指令。
- 上一篇:電動脹管機數字化控制系統 2021-07-15
- 下一篇:后退式脹管器的結構原理與參數設計 2021-07-15