全自動脹管機旋轉門工作臺介紹
旋轉門工作臺將固定工件所用的工作臺上的掛裝門設計成A和B兩個工作面,且A和B兩個工作面可以圍繞一個中心軸旋轉180°朝向互換。這樣在掛裝門A面進行脹管作業時,在掛裝門B面也可以同時進行工件的上料、下料作業,A面脹管結束且B面上好待脹工件之后,對掛裝門進行180°的朝向互換旋轉,進入下一循環,即掛裝門B面進行脹管,同時掛裝門A面進行工件的上料、下料作業,以此提高設備的生產效率。具體工作步驟如下:
步驟1:固定工件前門組件具有多種不同規格,具體區別在于前定位板和側定位條的高度不同。首先根據待脹工件的高度、待脹管的排數、每一排的管數、U形管的排布方式等特征,選取幾組所需的固定工件前門組件進行組合,然后安裝到旋轉門工作臺掛裝門A面和旋轉門工作臺掛裝門A面的安裝板上。
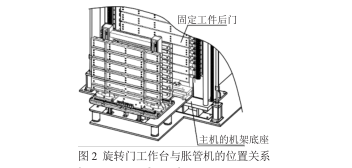
步驟2:在馬達作用下,旋轉工作臺轉動,使掛裝門A面即固定工件前門面向固定工件后門方向,工件前門和工件后門相互平行。旋轉移動工作臺在水平油缸的作用下沿著線性導軌向脹管機的脹管位移動,直至到達脹管機脹管位。此時固定工件前門組件與脹管機機體上的固定工件后門配合,固定住工件,脹管機開始脹管。
步驟3:從旋轉門工作臺掛裝門A面上的工件開始進行脹制至脹管結束的這段時間,機器人對旋轉門工作臺掛裝門B面進行卸下脹后的工件然后再上裝待脹工件的操作。
步驟4:待旋轉門工作臺掛裝門A面的工件脹制完畢后,移動工作臺退后,在水平油缸的作用下沿著線性導軌向其起始位置移動。
步驟5:到達起始位置后,旋轉工作臺在馬達的動力作用下旋轉180°,使旋轉門工作臺掛裝門A面工作位和旋轉門工作臺掛裝門B面工作位互換。
步驟6:已上裝工件完畢的旋轉門工作臺掛裝門B面向脹管機的脹管位前進至脹管位。
- 上一篇:橡膠脹管的介紹 2020-05-29
- 下一篇:全自動脹管機工作站結構介紹 2020-05-29